










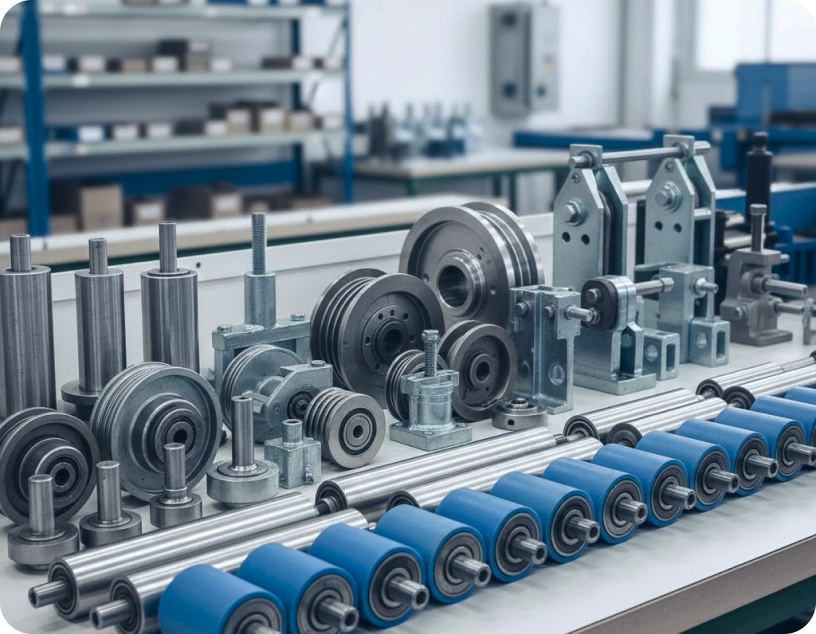

We've been sourcing conveyor components from United Global Engineering Solutions for quite some time now. Their conveyor belt accessories, including industrial conveyor rollers and pulleys, have consistently met our quality and performance standards. We highly recommend them for all your conveyor system needs.

We worked with United Global Engineering Solutions for our conveyor needs, and the experience was excellent from start to finish. Their team understood our requirements quickly, recommended the right conveyor solution for our operations, and delivered quality industrial conveyor belts that made a real difference. Since the installation, our workflow has improved and day-to-day operations feel much more efficient. We’re grateful for their support and would gladly recommend them.

We’ve worked with United Global on multiple projects, and their conveyor belts for food processing have made a real difference. What stands out most is their ability to customize solutions to our needs and deliver quality products on time. Their prompt service and cost-effective approach have made them a partner we can count on.

We’ve worked with United Global Engineering Solutions on multiple projects, and they’ve consistently delivered. Their conveyor belts for food processing have made a real difference for us, and we’ve appreciated how they tailor solutions to our specific needs. The team is responsive, the service is prompt, and the solutions are cost-effective without sacrificing quality.
Industries Served
Years of Experience
Systems Installed
Happy Clients
Delivering advanced conveyor solutions from Houston across the U.S.




